- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Greek
- German
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
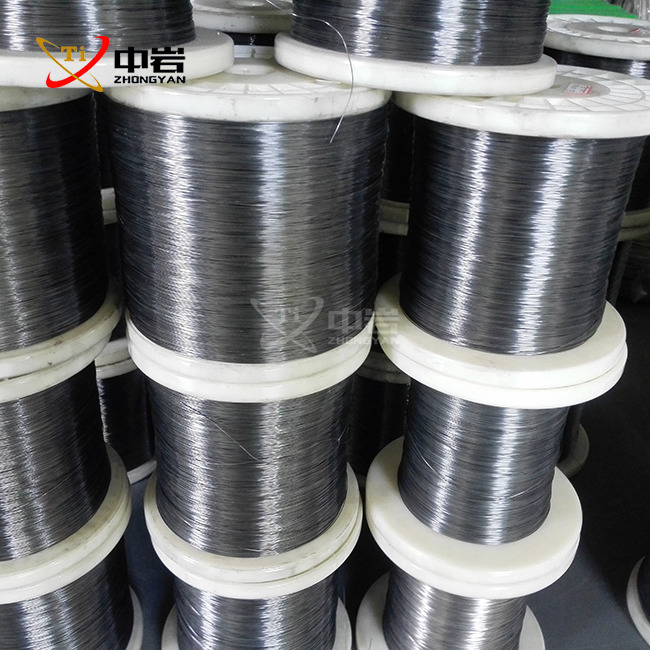
Is Titanium Wire Worth It for Industrial Projects?

In the aerospace, medical, chemical processing, and electronics production industries, titanium metal wire for industrial uses is unquestionably a smart investment that pays off big time. Even though titanium wire costs more up front than common materials like stainless steel or aluminum, it saves a lot of money over its lifetime because it doesn't rust, is strong for its weight, and lasts a long time. Because it can handle high temperatures, harsh chemicals, and mechanical stress, the material is essential for mission-critical uses where failure is not a choice.
Understanding Titanium Wire for Industrial Use
Fundamental Composition and Properties
Due to its unique mechanical qualities, industrial titanium wire is not like other metal wires. CP Grade 2 titanium is used a lot in industry because it is 99.2% pure titanium with almost no oxygen. This makes it very flexible and resistant to rust. The atomic structure of the material forms an oxide layer that protects itself and fixes itself when it gets damaged. This gives it long-lasting security against environmental harm. The manufacturing methods have a big effect on how well the wire works. Cold-drawing methods raise the tensile strength of Grade 2 material while keeping its ductility. These techniques achieve numbers higher than 345 MPa. After making heat treatments like annealing, which make the metal workable again, which lets you can make complicated shapes without affecting the structure's strength.
Manufacturing Standards and Quality Controls
The ASTM B863 standard tells us how to make titanium wire goods with certain tolerances for size, chemical makeup, and mechanical properties. Getting ISO 9001 certification makes sure that quality control systems and manufacturing methods are always the same. To make sure that materials work as expected, these guidelines require strict testing methods such as tension testing, chemical analysis, and surface inspection. Multiple checks are done at different steps of production as part of quality control processes. The chemical makeup and mechanical qualities of incoming raw materials are checked. Process tracking checks the accuracy of the dimensions while drawing. Before shipping, a final check makes sure that the product meets both customer requirements and foreign standards.
Diverse Industrial Applications
Titanium metal wire for industrial use is used in many industrial fields where performance needs are higher than what standard materials can handle. Titanium wire is used by aerospace companies in structural parts, fastening systems, and spring assemblies because it reduces weight, which directly affects fuel economy. Titanium's biocompatibility is important for medical devices like braces and surgical tools that need to be implanted for a long time. Titanium wire is used in filtration systems and heat exchanges in chemical processing plants that are in corrosive conditions. Electronics companies use titanium wire for blasting targets in the process of making semiconductors. The level of precision has a direct effect on the quality of the final product. Titanium is resistant to saltwater, which is used in marine applications for tools used at sea and desalination systems.
Comparing Titanium Wire with Other Metal Wires for Industrial Projects
Performance Analysis Against Alternative Materials
Even though stainless steel wire is cheap, it has a lot of problems in chloride-rich areas where pitting rust happens quickly. Titanium wire stays structurally sound forever in the same conditions, so there are no repair costs or system downtime. Aluminum wire is about the same weight as titanium wire, but it is not as resistant to high temperatures or as strong mechanically, which limits its uses in high-stress settings. The strength-to-weight ratio shows that titanium is better for uses where weight is important. When compared to stainless steel, which has a mass of 8.0 g/cm³, titanium wire is much lighter while still being just as strong. This benefit means lower prices for transportation, less need for structural support, and better system efficiency.
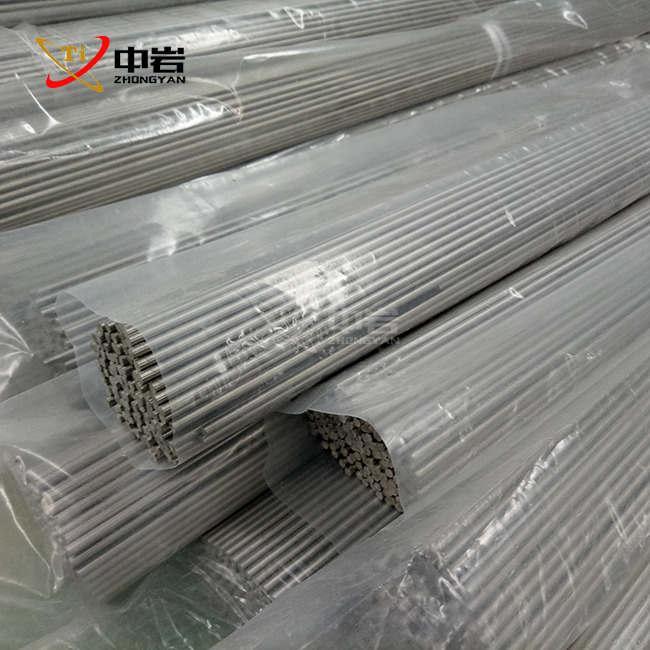
Grade Selection and Property Optimization
CP Grade 1 titanium is the most flexible and can be used for spinning and shaping. CP Grade 2 is perfect for general industry use because it is the best mix of strength and workability. Grade 5 (Ti-6Al-4V) is the strongest for high-stress situations, but it needs to be shaped in a certain way. Understanding the features of each grade lets you choose the best material for each purpose. Medical devices work better with CP grades because they are more biocompatible, and aircraft parts work better with Grade 5 because it is stronger. Chemical manufacturing equipment uses CP Grade 2 because it is resistant to rust and has good mechanical qualities.
Procurement Considerations: Where and How to Buy Industrial Titanium Wire
Supplier Evaluation Criteria
To find trustworthy titanium wire providers, you need to carefully look at their manufacturing skills, quality control systems, and industry certifications. Factory-direct suppliers, such as Baoji Zhongyan Titanium Industry, have benefits such as better prices, direct expert help, and the ability to make changes to the product. Because they are in China's Titanium Valley, they have easy access to raw materials and experts who know how to handle them. Verification of certification makes sure that suppliers follow international rules. AS9100 certification means that a company is qualified to work in the aircraft business, and ISO 13485 certification means that a company can make medical devices. These certificates require strict auditing and ongoing growth, which gives customers trust in the quality of the products and the suppliers who provide them.
Pricing Strategies and Cost Optimization
Titanium wire prices are based on the cost of raw materials, the difficulty of handling, and changes in market demand. Understanding what causes costs helps with making purchases and allocating budgets more effectively. Buying in bulk can save you a lot of money, and sticking to standard sizes and grades can cut down on tooling costs and wait times. Lifecycle cost study shows that titanium wire is more cost-effective than other materials, even though it costs more at first. The higher price is balanced out by longer service life, less upkeep, and no more early breakdowns. The total cost of ownership should include the prices of installation, upkeep, and replacement over the life of the part.
Order Management and Custom Requirements
Depending on the width and grade, the minimum order quantity is usually between 50 and 100 tons. Lead times range from 4 to 8 weeks for normal items to 12 to 16 weeks for custom alloys or items that need special handling. Planning helps you negotiate prices better and makes sure that you have enough materials to meet production plans. Specialized makers can easily meet your custom width needs between 0.5mm and 3mm. To meet the needs of the product, surface processes like bright annealing, pickling, and polishing can be chosen. Packaging choices like 500m coils that weigh 10–15 kg make it easier to handle and process in machines.
Benefits of Using Titanium Wire in Industrial Applications
Superior Environmental Resistance
Passivation gives titanium metal wire for industrial uses its high resistance to weather damage. Unlike stainless steel, which relies on chromium to protect against corrosion, titanium forms a stable oxide layer that stops further oxidation even when it is broken physically. This ability to fix itself makes sure that it will work well for a long time in harsh chemical conditions. Temperature resistance makes titanium wire useful for more things than usual materials. It can be used in high-temperature processing tools because its mechanical qualities don't change at temperatures up to 400°C. Thermal cycling resistance keeps materials from wearing out over time, which can happen with other materials that are exposed to changes in temperature. These benefits for the environment have direct practical benefits for people who use industry equipment. Lower operational costs come from fewer repair schedules, and higher output comes from more reliable systems. Designers of equipment can set tighter limits because they know that the qualities of the material will stay the same over time.
Economic and Environmental Returns
Putting money into titanium wire technology is in line with environmental efforts that are becoming more and more important to businesses. Increasing the life of a component lowers the amount of material used and trash made. Less weight means less energy used for transportation and function, which helps reach goals for reducing carbon impact. When you look at the total costs over the whole life of the wire, the business case for it gets stronger. Even though the original cost of the materials is three to five times higher than alternatives, improvements in service life of five to ten times make big net savings. Less downtime for repairs and replacements has other economic benefits that are hard to measure but real in practice.
Making the Decision: Is Titanium Wire the Right Choice for Your Industrial Project?
Project-Specific Evaluation Criteria
To choose titanium metal wire for industrial projects, you need to carefully consider the working conditions and performance needs. Aluminum can't be used in situations where the temperature is above 300°C, and carbon steel can't be used in places where it will rust. Titanium's great strength-to-weight ratio makes it a good choice for uses where weight is important and every gram counts. When doing a cost-benefit study, you should look at both numeric and qualitative factors. Costs of materials, processes, and lifecycle estimates are examples of quantitative factors. Improvements in dependability, ease of upkeep, and better system performance are all examples of qualitative factors that are hard to measure but useful in real life.
Risk Assessment and Mitigation
When choosing titanium wire for industry uses, the supply chain becomes very important. Having ties with several qualified providers lowers the risk of supply disruptions. Long-term deals keep prices stable and make sure that materials are available even when the market is unstable. To lower technical risk, you need to have detailed programs for qualifying and checking materials. Before going into full production, prototype testing makes sure that the performance works as expected in real-world settings. Documentation standards make sure that things can be tracked and that rules in the business are followed.
Building Supplier Partnerships
Implementing titanium wire successfully depends a lot on the knowledge and help of the seller. Leading providers offer expert help for choosing materials, designing applications, and improving the efficiency of production. This teamwork guarantees the best results while lowering the risks of the operation. When evaluating a supplier, expert skills should be given equal weight with business concerns. Manufacturing freedom lets solutions be made just for specific uses. Quality systems make sure that materials always have the same qualities and that deliveries always go as planned, which is important for planning production.
Conclusion
Titanium metal wire for industrial applications represents a premium investment that delivers exceptional value through superior performance characteristics and extended service life. The material's unique combination of corrosion resistance, strength-to-weight ratio, and temperature capability makes it indispensable for demanding applications across aerospace, medical, chemical processing, and electronics industries. While initial costs exceed conventional alternatives, lifecycle analysis consistently demonstrates substantial economic benefits through reduced maintenance, extended component life, and improved system reliability.
FAQ
What makes titanium wire suitable for harsh chemical environments?
Titanium wire's exceptional chemical resistance stems from its ability to form a protective oxide layer that self-heals when damaged. This passive layer remains stable in most acids, alkalis, and salt solutions, providing permanent protection against corrosion. Unlike stainless steel, which can suffer pitting corrosion in chloride environments, titanium maintains structural integrity indefinitely under similar conditions.
How does titanium wire performance compare to stainless steel in high-temperature applications?
Titanium wire maintains mechanical properties at temperatures up to 400°C, significantly exceeding stainless steel's practical limits. The material exhibits excellent thermal cycling resistance, preventing fatigue failures common in other materials subjected to repeated temperature variations. Additionally, titanium's lower thermal expansion coefficient reduces stress buildup in constrained applications.
What certifications should I look for when sourcing titanium wire?
Key certifications include ASTM B863 for material specifications, ISO 9001 for quality management systems, and AS9100 for aerospace applications. Medical applications require ISO 13485 certification. These certifications ensure consistent material properties, documented quality procedures, and traceability throughout the supply chain.
Can titanium wire be welded using standard equipment?
Titanium wire requires specialized welding procedures using inert gas shielding to prevent contamination. AWS A5.16 specification covers welding filler metals and procedures. While standard TIG equipment can be used, proper gas coverage and clean preparation are essential for achieving high-quality joints.
What factors influence titanium wire pricing?
Pricing depends on raw material costs, processing complexity, diameter tolerance requirements, and order quantities. Custom alloys and special processing increase costs, while standard grades offer better pricing. Market volatility affects raw material costs, making long-term agreements beneficial for budget planning.
Partner with Zhongyan for Premium Titanium Metal Wire Solutions
Zhongyan stands as your trusted titanium metal wire for industrial suppliers, combining advanced manufacturing capabilities with decades of specialized expertise. Our CP Grade 2 titanium wire meets rigorous ASTM B863 standards while delivering exceptional tensile strength exceeding 345 MPa. Located in China's Titanium Valley, we leverage direct access to premium raw materials and cutting-edge processing technology to provide cost-effective solutions for aerospace, medical, chemical processing, and electronics applications. Our comprehensive quality management system ensures consistent performance while our engineering team provides technical support throughout your project lifecycle. Contact sales@titaniumstudy.com to discuss your specific requirements and discover how our titanium metal wire for industrial applications can enhance your operational performance and reduce total ownership costs.
References
1. Boyer, R.R. "Titanium for Aerospace: Rationale and Applications." Advanced Performance Materials, Vol. 2, 1995, pp. 349-368.
2. Lutjering, G. and Williams, J.C. "Titanium: Engineering Materials and Processes." 2nd Edition, Springer-Verlag, Berlin, 2007.
3. ASM International Handbook Committee. "Properties and Selection of Titanium Alloys." ASM Handbook Volume 2: Properties and Selection: Nonferrous Alloys and Special-Purpose Materials, 1990.
4. Schutz, R.W. and Thomas, D.E. "Corrosion of Titanium and Titanium Alloys." ASM Handbook Volume 13A: Corrosion: Fundamentals, Testing, and Protection, 2003.
5. Peters, M., Hemptenmacher, J., Kumpfert, J., and Leyens, C. "Structure and Properties of Titanium and Titanium Alloys." Titanium and Titanium Alloys: Fundamentals and Applications, 2003.
6. American Society for Testing and Materials. "Standard Specification for Titanium and Titanium Alloy Wire." ASTM B863-14, West Conshohocken, PA, 2014.

Learn about our latest products and discounts through SMS or email