- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Greek
- German
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
Can GR2 Titanium Hex Bars Be Custom-Cut for Complex Designs?

Without a doubt, gr2 titanium hex bar stock can be cut to exact measurements for intricate patterns. Modern technologies like CNC machining, laser cutting, and Wire EDM make it possible for makers to make parts with complex shapes and tight standards (down to h9 grade). These hexagonal-profile bars are made from commercially pure titanium in line with ASTM B348 standards. They keep their high rust resistance and mechanical integrity during the cutting process as long as the right tools are used and the area is cooled properly. We have successfully delivered custom-cut hex bars for chemical processing fits, aircraft fasteners, and medical device parts where design complexity and accuracy in size have a direct effect on safety and performance.
Understanding GR2 Titanium Hex Bars and Their Customization Potential
What Makes GR2 Titanium Hex Bars Ideal for Demanding Applications?
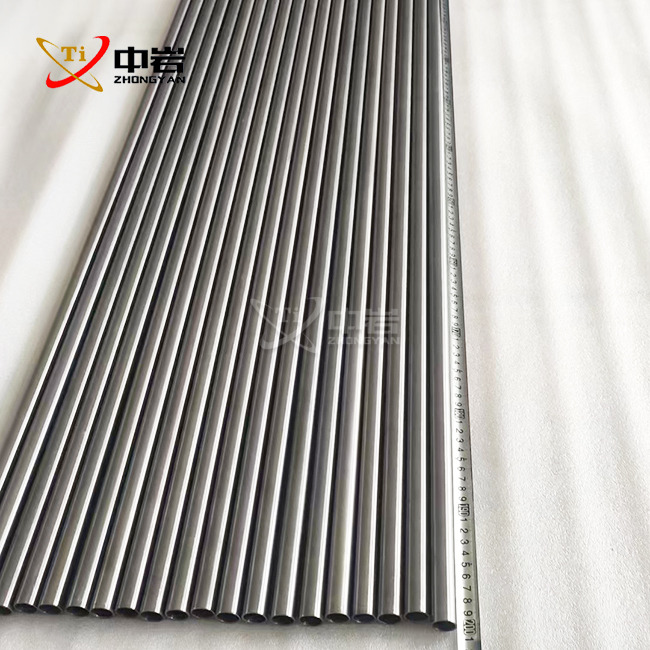
Grade 2 commercially pure titanium is the grade that is most often used in industry settings around the world. The hexagonal cross-section makes these bars different from regular round stock because it gives them flat areas that make it easier to use wrenches and stop them from turning while they are being put together. Our gr2 titanium hex bar units have a tensile strength of more than 345 MPa, a yield strength of at least 275 MPa, and amazing stretch qualities that reach 20% or higher. This mix gives it enough structural strength while still letting it be easily shaped during secondary processes.
Because the material is so dense (4.43 g/cm³), it saves about 45% of weight compared to stainless steel options of the same size. The modulus of elasticity at 114 GPa gives mechanical parts the right amount of stiffness without the brittleness that comes with higher-strength metals. Chemical makeup limits keep the amount of oxygen below 0.25%, the amount of iron below 0.30%, and the rest made up of titanium. This makes sure that the metal will behave consistently during welding and heat treatment processes.
How Advanced Cutting Technologies Enable Complex Geometries
To accurately machine titanium hex bars, we need special tools and knowledge that we've gained by working in the medical and aircraft industries for years. CNC turning and milling processes can achieve measurement tolerances within h9 grade standards, which is important for parts that need to fit together tightly or for making sure that an assembly is aligned correctly. Our polished surface finishes keep the surface's roughness below 0.8 Ra micrometers. This gets rid of stress concentration points that could cause cracks to start spreading when the load is applied and removed repeatedly.
Laser cutting technology has clear benefits when making complex shapes or through-holes without the mechanical stresses that come with regular drilling. Laser cutting doesn't touch the titanium, so it doesn't get work-hardened. This keeps the annealed microstructure that makes the material resistant to wear. Wire EDM machining adds to our skills by letting us make sharp internal corners and complicated hollow shapes that rotary cutting tools can't do. This electrical discharge method keeps the cutting forces the same no matter how hard the material is, so parts can be made with 0.005mm accuracy across the whole surface.
Dimensional Capabilities and Tolerance Achievements
Controlling the temperature while cutting is very important for keeping the material qualities of Gr2 titanium hex bar stock. Titanium doesn't transfer heat well, so heat builds up at the point where the tool and work meet. If cooling methods aren't good enough, this could change the grain structure. Our techs use high-pressure systems that deliver coolants that quickly remove chips without damaging finished surfaces with heat. When choosing tools, it's important to look for carbide grades that are made to work with titanium. These grades have sharp cutting edges that remove material easily without smearing or galling the item.
Hex bars with flats ranging from 10 mm to 100 mm can be cut to length by a custom service, and normal lengths go up to 6 meters before they are cut into sections. We often make bars with lengths that are exact to within 0.5 mm. This is done for projects where assembly gaps or weight goals leave little room for differences in dimensions. Hexagonal profile tolerance follows h9 standards, making sure that all thousands of pieces in a production run fit together the same way.
Comparing GR2 Titanium Hex Bars with Alternatives for Complex Custom Cuts
GR2 Versus GR5 Titanium: Which Grade Suits Your Application?
Choosing between Grade 2 and Grade 5 titanium relies on whether corrosion protection or mechanical strength is more important for your design. The tensile strength of Grade 5 titanium alloy, which is made up of 6% aluminum and 4% vanadium, is over 900 MPa, and the yield strength is close to 850 MPa. This is almost three times the strength of Grade 2. But this alpha-beta alloy structure makes it harder to machine and increases cycle times and tool wear compared to pure titanium that is sold in stores.
Our gr2 titanium hex bar options work great in places where chemical contact is the main cause of failure. Because there are no alloying elements, there is no selective leaking or galvanic rusting, which can happen to Grade 5 parts in chloride-containing solutions. Grade 2 material is safer for welding because it has a small range of solidification, which makes it less likely to crack when heated during fusion. Purchasing managers who are looking for materials to use in medical devices really like Grade 2's past of superior biocompatibility certifications under ISO 5832-2 standards.
Benchmarking Against Stainless Steel and Aluminum Hex Bars
Cost makes Grade 2 the better choice when the design loads are within its strength range. The price of raw materials is usually 20–30% less than Grade 5 counterparts, and cutting rates go down by the same amount because fewer tools are used. Our production data shows that using Grade 2 stock instead of Grade 5 stock cuts cycle times by 35 to 40 percent for complicated geometries that need multiple setups and tool changes. This has a direct effect on the project costs for high-volume manufacturing programs.
In the budget planning stages, stainless steel hex bars are tempting because they are easy to get and don't cost as much at first. Corrosive service situations, on the other hand, quickly show performance limits. When used in salt water, Type 316L stainless steel corrodes in cracks, but titanium doesn't react at all. When choosing between steel and Gr2 titanium hex bar options, designers have to make trade-offs because steel is 45% heavier than titanium. This is especially true for weight-sensitive assemblies in aircraft, where every gram affects fuel economy over the life of the structure.
Cost Analysis: Investment Versus Lifecycle Value
The precise cutting skills of each type of material show useful differences that affect intricate custom cuts. Aluminum can be machined quickly, but its dimensions don't stay stable when heated and cooled many times. This makes it hard to make parts that need to be precise across a wide temperature range. Stainless steel keeps its shape well, but it cuts with a lot of force, which can bend thin hex bar stock during multi-axis operations. Commercially pure titanium hits a good mix between being able to be machined at moderate speeds and keeping its dimensions accurate as it cools to room temperature.
The price of raw materials means that gr2 titanium hex bars are more expensive than steel or aluminum options. They usually cost 8 to 12 times as much per kilogram as common metals. Because of this upfront difference, it's important to look at the total costs of ownership instead of just the purchase price. Our clients in the chemical processing industries tell us that the time between replacing parts varies from 18 to 24 months for stainless steel parts to 15 to 20 years for Grade 2 titanium parts. This changes how much money they plan to spend on upkeep.
Practical Considerations When Procuring Custom-Cut GR2 Titanium Hex Bars
Qualifying Suppliers for Consistent Quality and Delivery Performance
When working with complicated geometries, machining efficiency has a direct effect on the economic situation. Due to its good chip formation properties, Grade 2 titanium makes it possible to predict tool life and keep cycle times fixed during production runs. Our CNC programming improves cutting lines to cut down on unnecessary repositioning moves. This lowers the number of machine hours needed to make a final part. These operational efficiencies add up over large-scale projects, and the higher cost of materials is often covered by lower labor and overhead costs compared to options that are harder to machine.
Your custom titanium project will either go well or fail because of quality issues or scheduling problems, depending on which supplier you choose. We keep our ISO 9001:2015 certification, which shows that we handle quality in an orderly way across all of our operations. Our plant in Baoji city, which is known around the world as China Titanium Valley, gives us direct access to the main companies that make titanium sponge and do forging. This cuts out the middlemen in the supply chain that can change wait times and leave gaps in traceability.
Specifying Dimensions, Tolerances, and Surface Requirements
Our engineering team's technical knowledge meets the needs of R&D groups working on new applications by consulting them. We help with design for manufacturability reviews, which find problems that might come up with cutting before samples get to the production floor. When advising on material choices, experts look at both the practical needs and ways to save money. They may suggest different specs that meet the functional needs and cost less. Our metallurgists give advice on the best way to heat treat metals based on their individual work conditions. This makes sure that the microstructure is optimized for goals like fatigue or corrosion resistance.
To avoid expensive repairs or refused parts, it's important to be clear about the sizes needed for custom cutting orders. Before we give you a quote, we need precise sketches that show the hex size across flats, the length measurements with tolerances, and any changes to the profile, like chamfers or radius breaks. We'd like to know more about measuring temperature because titanium's thermal expansion coefficient of 8.6 µm/m·°C causes changes in size that can be measured between 20°C inspection settings and high service temperatures.
Logistics Planning for Bulk Orders and International Shipping
The choice of surface finish strikes a balance between cost and function. As-forged surfaces have roughness values close to 6.3 Ra micrometers, which is fine for many industrial uses where the surface still looks good and doesn't rust. Machined finishes that reduce roughness to 1.6 Ra are good for parts that are loaded with moving contact or wear, which can cause cracks to form on the surface. Our polished finishes, which are 0.4 Ra or better, are used on medical implants and tools for processing semiconductors, where the risk of particle retention or contamination needs to be kept to a minimum.
Just-in-time manufacturing ideas can be used with a delivery schedule, which also accounts for unavoidable production factors. Depending on the complexity and amount of the order, our normal wait time for custom-cut gr2 titanium hex bar products is between 4 and 6 weeks from the time we receive the order to the time they are shipped. For pressing needs, expedited processing cuts down on time frames to two to three weeks, but there are extra fees to cover added work and interrupted production flow. We keep a safety stock of common hex sizes in our warehouse so that standard setups can be shipped right away while work on custom orders for specific needs continues.
Case Studies: Successful Custom-Cut GR2 Titanium Hex Bars in Complex Designs
Aerospace Fastener Manufacturing: Precision Under Pressure
A Tier 1 aerospace supplier came to us and asked us to cut hex bars to specific sizes for next-generation airplane hydraulic system bolts. As per the design requirements, the hex measurements had to be 12mm across the flats, and the length segments had to be 85mm. The positional error had to be kept at ±0.05mm for the next thread rolling processes. To keep stress from building up at the thread root interface, the surface finish standards said that the highest roughness should be 0.8 Ra. The production output was expected to be 50,000 pieces per year for seven years.
Medical Device Components: Purity and Surface Integrity
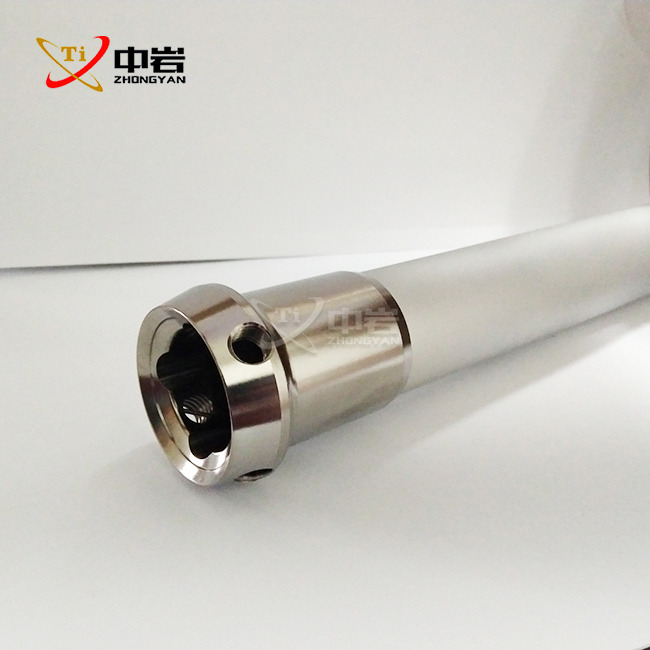
A company that makes medical devices was working on a new surgical instrument and needed special hex bar pieces to make the grip interface of an arthroscopic tool that could be used more than once. The plan called for 8mm hex dimensions and a length of 120mm. All twelve sides were to have a 0.5mm chamfer to protect tissue during handling. The requirements for material purity were higher than normal business standards. The amount of intermediate elements had to be limited to lower the risk of allergic reactions. It was necessary for the surface finish to be 0.4 Ra and for cutting fluids and particles to be completely removed from the surface.
Industrial Automation: Complex Geometries Delivering Measurable ROI
A company that makes industrial equipment had problems with valve actuator shafts breaking down over and over again in a tool for making semiconductors that was exposed to plasma conditions containing fluorine. Existing shafts made from 316L stainless steel showed serious pitting corrosion within 6 to 9 months of use. This meant they needed an expensive, unplanned repair that slowed down production. The new design called for Grade 2 titanium hex shafts with built-in splines and undercut features that needed five-axis CNC capabilities.
Best Practices for Maximizing Value from Custom-Cut Titanium Hex Bars
Design Optimization: Balancing Performance and Manufacturability
To make titanium component projects work, the designs need to be well thought out and take into account both how the parts will be used and how they can be made. We encourage engineering teams to work with our technical staff during the basic design phase, since changes are cheaper than after the tools have been made. Simple changes, like raising fillet diameters from 0.5 mm to 1.0 mm, can cut machine cycle time by 15–20% without changing structural performance. This has a direct effect on the cost of each piece in production amounts.
Prototyping Strategy: Validating Design Intent Before Production Commitment
In addition to easy form-fit-function testing, prototype orders serve other proof goals as well. Material property proof makes sure that the behavior of commercially pure titanium matches the assumptions used in stress analysis formulas. As part of our prototype service, we test the mechanical properties of representative samples and make stress-strain curves and wear data that are specific to the shape and finish of your part. Using this real-world data often shows ways to improve the design before making the production tools.
Supplier Partnership: Building Long-Term Strategic Relationships
Transactional buying methods that only focus on lowering piece-part costs miss many chances to create strategic value. We treat our ties with suppliers like partnerships, where we work together to improve product quality, service performance, and overall cost savings. Our research team and the R&D groups of our customers can share information with each other on a regular basis. This helps both of them make better plans and improve the manufacturing processes.
Conclusion
Custom-cut gr2 titanium hex bar stock works very well in tough situations where precise dimensions, rust resistance, and complicated shapes all need to work together. Today's CNC machining, laser cutting, and Wire EDM technologies make it possible to make complex designs while still maintaining the purity of the material. This is why Grade 2 titanium is so important in the chemical processing, medical device, and aircraft industries. To be successful, you need to work with qualified providers who have the right tools, professional know-how, and quality control systems that are in line with international standards like ASTM B348 and ISO 9001. Strategic buying weighs the costs of raw materials against their usefulness over a product's lifetime, knowing that higher prices often lead to better total ownership economics through longer product life and less upkeep. We tell procurement and engineering teams to work with suppliers early on in the design process. This way, they can use industrial knowledge to get the best performance and ease of production, and they can build relationships that lead to ongoing improvement in quality, delivery, and cost.
FAQ
Can non-standard hexagonal shapes be produced without compromising material properties?
Modern CNC and Wire EDM machines can easily make non-standard gr2 titanium hex bar configurations, such as ones with irregular dimensions, broken curves, or built-in features like grooves and undercuts. The annealed microstructure and corrosion resistance of Grade 2 titanium can be kept when the right cutting settings and cooling methods are used. The way we handle the process makes sure that the surface integrity stays the same. This keeps the passive oxide layer that guards against chemical attack in service settings.
Does custom cutting affect the corrosion resistance of titanium hex bars?
Cutting activities that are done in the right way don't weaken corrosion protection. When the titanium oxide layer is introduced to air or water, it repairs on its own, providing passive protection within minutes of machining. We use cutting fluids that are specially made for titanium and don't let iron or other elements get into the metal, which could cause galvanic cells. Cleaning and passivation processes done after machining improve the surface's state so that it resists corrosion the best in harsh chemical settings.
What certifications and documentation should accompany quality titanium hex bar orders?
Material Test Reports that are approved to EN 10204 3.1 standards should be sent with every shipment. These reports should show the chemical makeup analysis, mechanical property test results, and a history of heat treatment that can be linked to specific production lots. ISO 9001 approval shows that quality management is done in a planned way, and ASTM B348 compliance shows that measurements and properties are met. We offer full traceability from the supplier of the raw materials to the final inspection. This helps customers with their quality systems and meets legal standards in controlled fields like medical products and aircraft.
Partner with Zhongyan for Custom Titanium Solutions Engineered for Your Success
Zhongyan is an expert at delivering precision-machined gr2 titanium hex bar parts that meet the strict requirements of the chemical processing, aircraft, and medical device industries. Our central location in Baoji city provides direct access to high-quality titanium materials. Our ISO 9001:2015-certified manufacturing processes make sure that the quality of every production run is the same. We have advanced CNC machining, laser cutting, and Wire EDM skills, as well as decades of experience working with metals to make titanium parts. Whether you need a few prototypes to make sure the design works or a lot of them to support a program that lasts for years, our engineering team works closely with your sourcing and R&D teams to make sure that designs are made in a way that meets the highest quality standards. Get in touch with our expert sales team at sales@titaniumstudy.com to talk about your specific needs with a reliable provider dedicated to the success of your project through high-quality materials, precise production, and helpful customer service.
References
1. ASM International, "Titanium: A Technical Guide, 2nd Edition," Materials Park, Ohio, ASM International Handbook Committee, 2000.
2. Donachie, Matthew J., "Titanium: A Technical Guide for Manufacturers and Users," ASM International, Materials Park, Ohio, 2000.
3. Boyer, R., Welsch, G., and Collings, E.W., "Materials Properties Handbook: Titanium Alloys," ASM International, Materials Park, Ohio, 1994.
4. Lutjering, Gerd and Williams, James C., "Titanium, 2nd Edition," Springer-Verlag Berlin Heidelberg, Engineering Materials and Processes Series, 2007.
5. Schutz, R.W. and Watkins, H.B., "Recent Developments in Titanium Alloy Application in the Energy Industry," Materials Science and Engineering: A, Volume 243, Issues 1-2, 1998.
6. ASTM International, "ASTM B348-13: Standard Specification for Titanium and Titanium Alloy Bars and Billets," West Conshohocken, Pennsylvania, ASTM Standards Worldwide, 2013.

(1)_1755587759206.jpg)
Learn about our latest products and discounts through SMS or email